
Механическая обработка — токарная обработка
2026-06-25
Токарная обработка является наиболее экономичным и широко используемым методом обработки наружных поверхностей и внутренних отверстий деталей вращательной формы; она отличается высокой эффективностью и широким применением.
")
I. Три вида токарной обработки: черновая / чистая / доводка
1) Черновая обработка
Ориентация на производительность: большой глубины резания, большой подачи, низкой скорости резания.
Точность: IT12—IT11
Шероховатость поверхности: Ra 50–12,5 мкм
2) Точная токарная обработка
Стремление к высокому качеству: небольшой угол резания, небольшой подача, высокая скорость резания (Vc ≥ 100 м/мин).
Точность: IT8—IT6
Шероховатость поверхности: Ra 1,6–0,8 мкм
3) Точное токарное обрабатывание (высокоскоростное точное токарное обрабатывание, может заменить шлифование)
Глубина резания 0,03–0,05 мм
Подача 0,02–0,2 мм
Скорость резания до 150–2000 м/мин
Требования: станок с высокожестким шпинделем и высокой скоростью вращения + CBN- и алмазные режущие инструменты
Точность: IT6—IT5
Шероховатость поверхности: Ra 0,02–1,25 мкм
Часто используется для обработки цветных металлов, таких как алюминий и медь, чтобы избежать забивания шлифовального круга.
II. Распространенные виды режущих инструментов
При токарной обработке можно обрабатывать: наружные поверхности, внутренние отверстия, торцевые поверхности, канавки, резьбу, фаски, дуги и сферические поверхности.
")
Обычно используемые токарные резаки:
1 Резак для отрезания 2 Резак с левым углом наклона 3 Резак с правым углом наклона 4 Резак с изогнутым концом 5 Резак с прямым концом 6 Формовочный резак 7 Резак для чистовой обработки с широким лезвием 8 Резак для наружной резьбы 9 Резак для торцевой обработки 10 Резак для внутренней резьбы 11 Резак для внутренних пазов 12 Резак для сквозных отверстий 13 Резак для глухих отверстий
Стрелки на инструментах на рисунке указывают направление подачи:
• Радиальная подача: отрезные, пазовые и профильные токарные резаки
• Осевая подача: остальные токарные резаки
• Токарный резак с углом наклона 45°: обладает наибольшей универсальностью, позволяет обрабатывать наружные окружности, внутренние отверстия, торцевые поверхности и снимать фаски.
III. Три типа конструкции режущих инструментов
1) Цельные
Токарные резаки из быстрорежущей стали обладают хорошей вязкостью и сохраняют высокую твердость даже при температуре 600 °C.
Чаще всего используются для: прорезания канавок и отрезания.
2) Сварной тип
Корпус резака + твердосплавные / керамические лезвия, соединенные пайкой.
Преимущества: простая конструкция, низкая стоимость.
Недостатки: сварочные напряжения, влияющие на точность и срок службы.
Часто используется в: токарных резаках для изготовления отводов 45°/90°, расточных резаках.
3) Механическое закрепление
Механическое закрепление режущих пластин подразделяется на:
• Перезатачиваемые: при затуплении режущие пластины можно перезатачивать
• Сменные: имеют несколько режущих кромок, их можно продолжать использовать после перестановки
Быстрая замена и высокая эффективность — наиболее распространенный вариант в современных станках.
IV. Основные параметры токарной обработки
Скорость резания Vc: скорость основного перемещения режущего инструмента (м/мин)
Скорость подачи Vf: скорость осевого перемещения
Величина подачи f: расстояние перемещения режущего инструмента на один оборот заготовки (мм/об)
Глубина резания ap: расстояние между обрабатываемой и обработанной поверхностями (мм)
")
V. Три опорные плоскости режущего инструмента
Базовая плоскость P: перпендикулярна направлению скорости резания
Плоскость резания Ps: касается главной режущей кромки и перпендикулярна базовой плоскости
Ортогональная плоскость Po: перпендикулярна как базовой плоскости, так и плоскости резания
")
VI. Ключевые углы режущего инструмента
Передний угол γo: угол между передней поверхностью режущей кромки и базовой плоскостью
Задний угол αo: угол между задней поверхностью режущей кромки и плоскостью резания
Основной угол наклона Kr: угол между основной режущей кромкой и направлением подачи
Вспомогательный угол наклона Kr’: угол между вспомогательной режущей кромкой и направлением, противоположным направлению подачи
Угол наклона режущей кромки λs: угол между основной режущей кромкой и базовой плоскостью
")
VII. Как выбрать угол?
1) Передний угол, задний угол, угол наклона режущей кромки
Большой положительный передний угол + большой задний угол + положительный угол наклона режущей кромки
Режущая кромка более острая, подходит для: прецизионной токарной обработки, пластичных материалов, деталей с низкой жесткостью.
Недостаток: низкая прочность режущей кромки.
Малый передний угол + малый задний угол + отрицательный угол наклона режущей кромки
Высокая прочность режущей кромки, подходит для: черновой обработки, прерывистого резания, твердых материалов.
Обычный задний угол: 6°–8° (универсальный для стальных деталей и чугуна)
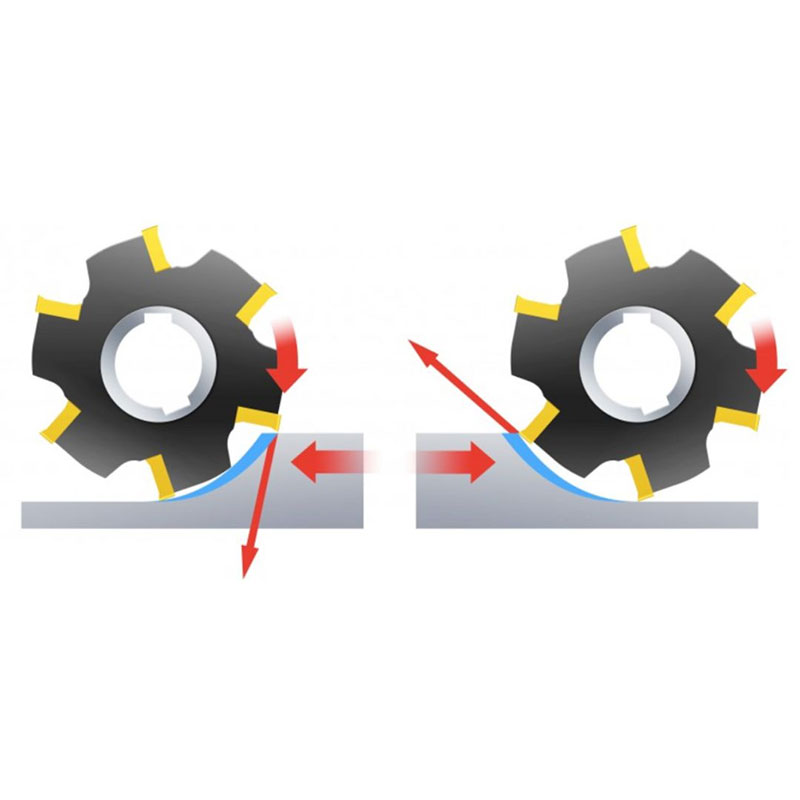
Положительный угол наклона режущей кромки: стружка удаляется наружу
Отрицательный угол наклона режущей кромки: режущая кромка более прочная, но подвержена вибрации
")
Напротив, при отрицательном угле передней кромки (или небольшом положительном угле), небольшом угле задней кромки и отрицательном угле наклона режущей кромки прочность режущей кромки высока, поэтому такие углы часто используются при черновой обработке, прерывистом резании или при обработке материалов высокой твердости.
")
2) Главный угловой наклон Kr, дополнительный угловой наклон Kr’
Чем меньше угол, тем гладче поверхность, тем острее вершина режущего края и тем дольше срок службы инструмента
Малый главный угловой наклон: большая радиальная сила, подходит для твердых материалов и черновой обработки
Низкая жесткость системы → использовать большой главный угловой наклон
Высокая жесткость системы → использовать малый главный угловой наклон
Чистовая обработка → использовать малый дополнительный угловой наклон (для снижения шероховатости)
")
")
Вывод:
При грубой обработке на токарном станке используются большие режущие инструменты для обеспечения производительности, а при чистой обработке — малые подачи для получения гладкой поверхности;
При тонкой обработке применяются сверхтвердые режущие инструменты с высокой скоростью резания, что позволяет заменить шлифовальные станки при обработке цветных металлов;
Углы токарного режущего инструмента определяют его остроту и прочность, а углы наклона — гладкость поверхности и жесткость.