
Фрезерование на станках с ЧПУ: попутное или встречное фрезерование?
2026-06-18
При обработке на станках с ЧПУ направление вращения фрезы обычно остаётся неизменным, однако направление подачи может меняться. В связи с этим в фрезерной обработке выделяют два распространённых способа: попутное и встречное фрезерование.
")
Режущая кромка фрезы при каждом врезании испытывает ударные нагрузки. Для успешного фрезерования необходимо учитывать характер контакта режущей кромки с материалом на входе и выходе из резания. Направление подачи заготовки (совпадающее или противоположное направлению вращения фрезы) определяет характер врезания и выхода, а также выбор между попутным и встречным фрезерованием.
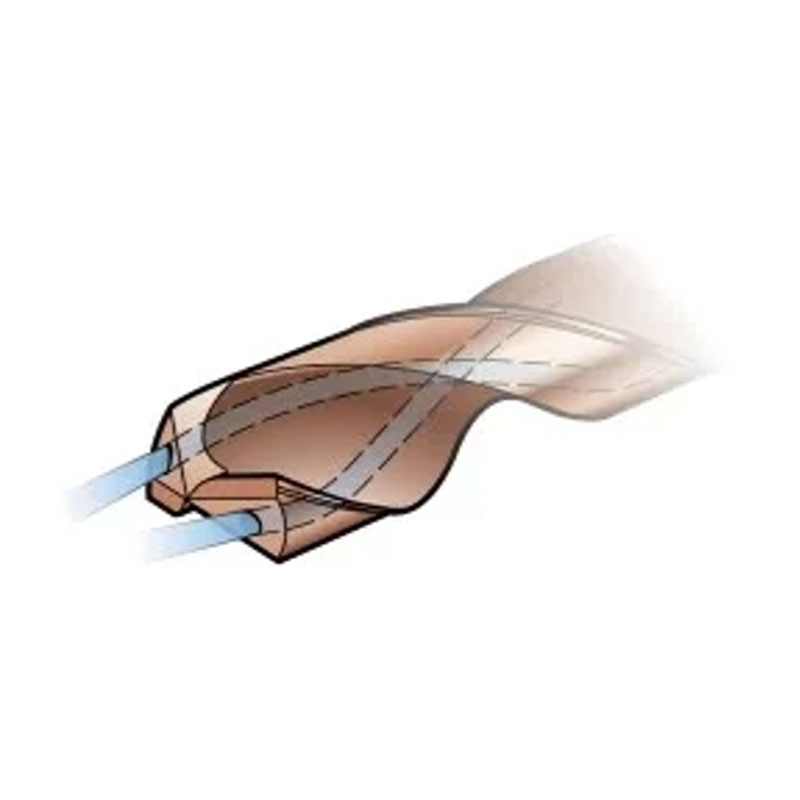
I. Золотое правило фрезерования — от толстой стружки к тонкой
При фрезеровании необходимо всегда учитывать процесс стружкообразования. Определяющим фактором является положение фрезы. Необходимо стремиться к тому, чтобы на входе режущей кромки в материал образовывалась толстая стружка, а на выходе — тонкая, что обеспечивает стабильность процесса фрезерования. Следует помнить золотое правило фрезерования: «от толстой стружки к тонкой», чтобы толщина стружки на выходе режущей кромки была минимальной.
II. Попутное фрезерование
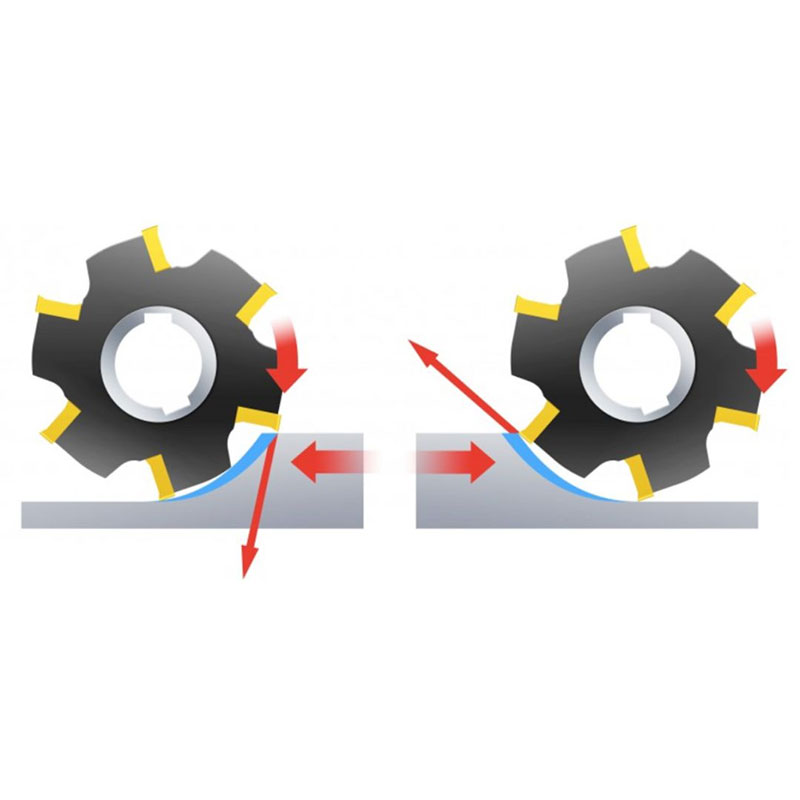
При попутном фрезеровании режущий инструмент перемещается по направлению вращения. При условии достаточной жёсткости станка, приспособления и заготовки попутное фрезерование всегда является предпочтительным методом.
При попутном фрезеровании толщина стружки постепенно уменьшается от начала резания до нуля в конце. Это предотвращает трение и натирание поверхности заготовки режущей кромкой до её вступления в резание.
")
Большая толщина стружки благоприятна: силы резания стремятся втянуть заготовку во фрезу, удерживая режущую кромку в процессе резания. Однако, поскольку фреза стремится втянуться в заготовку, станок должен быть оснащён механизмом устранения люфта (выборки зазоров) в механизме подачи стола. Если фреза втягивается в заготовку, подача непреднамеренно увеличивается, что может привести к чрезмерной толщине стружки и разрушению режущей кромки. В таких случаях следует рассмотреть возможность применения встречного фрезерования.
III. Встречное фрезерование
При встречном фрезеровании направление подачи режущего инструмента противоположно направлению его вращения.
Толщина стружки увеличивается от нуля до максимального значения к концу резания. Режущая кромка вынуждена врезаться в материал, что приводит к трению, повышенным температурам и эффекту натирания или полирования из-за контакта с упрочнённой поверхностью, образовавшейся при предыдущем проходе. Всё это сокращает срок службы инструмента.
")
Большая толщина стружки на выходе и высокие температуры вызывают высокие растягивающие напряжения, что снижает стойкость инструмента и часто приводит к быстрому повреждению режущей кромки. Это также может вызывать налипание или приваривание стружки к режущей кромке, которая затем переносится к началу следующего реза, или приводить к микросколам режущей кромки.
Силы резания при встречном фрезеровании стремятся оттолкнуть фрезу и заготовку друг от друга, а радиальные силы стремятся приподнять заготовку со стола.
Встречное фрезерование может оказаться предпочтительным при значительных колебаниях припуска на обработку. При обработке жаропрочных сплавов пластинами из керамики также рекомендуется встречное фрезерование, так как керамика чувствительна к ударным нагрузкам при входе в заготовку.
IV. Приспособления для закрепления заготовки
Направление подачи инструмента предъявляет различные требования к зажимным приспособлениям. При встречном фрезеровании приспособление должно быть способно противостоять силам, стремящимся приподнять заготовку. При попутном фрезеровании оно должно противостоять силам прижатия.
V. Сравнительная таблица попутного и встречного фрезерования
")