
Основные приёмы сверления
2026-06-11
I. Рекомендации по применению СОЖ
Правильное использование СОЖ имеет решающее значение для достижения высокой производительности сверления и напрямую влияет на стружкоотвод, стойкость инструмента и качество обработанного отверстия.
(1) Способы подачи СОЖ
1) Внутренний подвод СОЖ
Внутренний подвод СОЖ всегда является предпочтительным решением для предотвращения закупорки стружкой, особенно при обработке материалов, дающих длинную стружку, и при сверлении глубоких отверстий (глубиной более 3 диаметров). Для горизонтального сверления необходимо, чтобы на участке длиной не менее 30 см от выхода СОЖ из сверла не происходило стекания смазочно-охлаждающей жидкости вниз.
")
2) Наружный подвод СОЖ
Наружная подача СОЖ может применяться при хорошем стружкообразовании и небольшой глубине отверстия. Для улучшения стружкоотвода необходимо располагать как минимум одно сопло (или два — для невращающегося инструмента) как можно ближе к оси инструмента.
")
3) Сухое сверление (без СОЖ)
Обычно сухое сверление не рекомендуется.
a)Применимо для материалов с короткой стружкой при глубине отверстия до 3 диаметров.
b)Подходит для горизонтальных станков.
c)Рекомендуется снижение скорости резания.
d)Стойкость инструмента снижается.
Категорически не рекомендуется применять сухое сверление:
a)Для нержавеющих сталей (группы ISO M и S).
b)Для свёрл со сменными головками.
")
4) Сверхвысокое давление СОЖ (HPC, ~70 бар)
Преимущества использования СОЖ под сверхвысоким давлением:
a)Повышенная стойкость инструмента благодаря усиленному охлаждению.
b)Улучшенное стружкоотведение при обработке длинностружечных материалов, таких как нержавеющие стали, и возможное увеличение стойкости.
c)Более высокая надёжность благодаря лучшему удалению стружки.
d)Обеспечение достаточного расхода СОЖ для данного давления и диаметра отверстия.
(2) Рекомендации по применению СОЖ
Обязательно использовать водосмешиваемые масляные эмульсии с присадками EP (противозадирными). Для обеспечения оптимальной стойкости инструмента содержание масла в эмульсии должно составлять 5–12% (при обработке нержавеющих и жаропрочных сплавов — 10–15%). При повышении концентрации масла необходимо контролировать её рефрактометром, чтобы не превысить рекомендуемое значение.
При наличии возможности всегда следует отдавать предпочтение внутренней подаче СОЖ перед наружной.
Чистое масло улучшает смазывающую способность и даёт преимущества при сверлении нержавеющих сталей. Применять обязательно с противозадирными присадками. Как цельные твёрдосплавные свёрла, так и свёрла со сменными пластинами могут эффективно работать с чистым маслом.
Сжатый воздух, туманообразная СОЖ или MQL (минимальная смазка) могут успешно применяться в стабильных условиях, особенно при обработке некоторых чугунов и алюминиевых сплавов. В связи с повышением температуры, что может негативно сказаться на стойкости, рекомендуется снижать скорость резания.
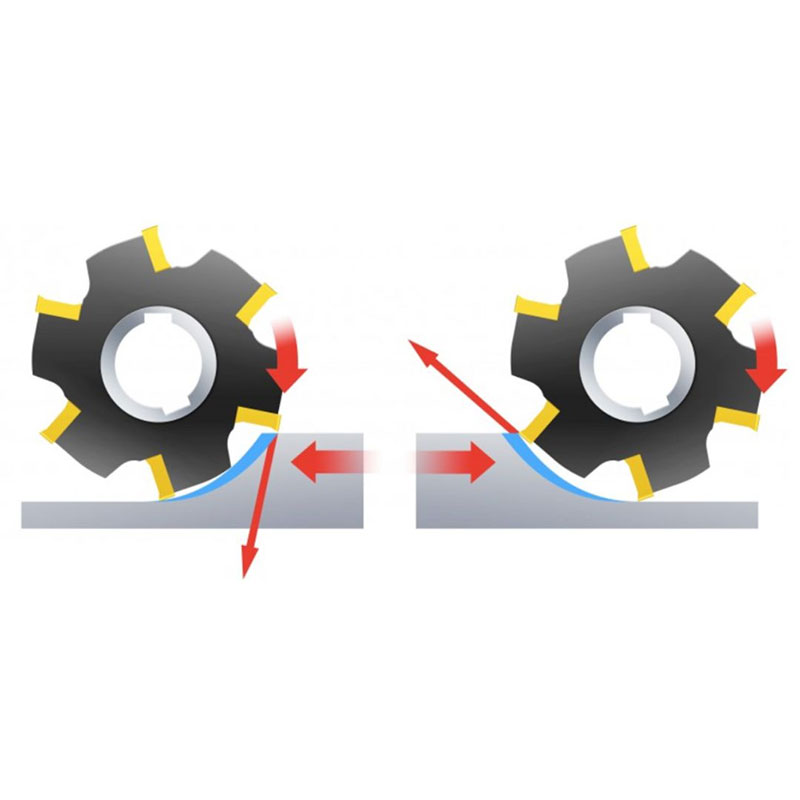
II. Управление стружкообразованием
Стружкообразование и стружкоотвод являются ключевыми вопросами при сверлении и зависят от обрабатываемого материала, выбора канавки сверла/пластины, давления/расхода СОЖ и режимов резания.
Закупорка стружкой может привести к радиальному смещению сверла, что сказывается на качестве отверстия, стойкости и надёжности, а также может вызвать поломку сверла или пластины.
")
Стружкообразование считается приемлемым, если стружка беспрепятственно удаляется из сверла. Наиболее эффективный способ контроля — прослушивание процесса сверления. Непрерывный звук свидетельствует о хорошем стружкоотводе, прерывистый — о закупорке стружкой. Следует контролировать усилие подачи или мощность по монитору. При отклонениях возможной причиной является закупорка. Осмотр стружки: длинная изогнутая, но не скрученная стружка указывает на забивание. Осмотр отверстия: после закупорки наблюдается шероховатая поверхность.
")
Рекомендации по предотвращению закупорки стружкой:
1) Обеспечить правильные режимы резания и выбор канавки сверла/пластины.
2) Проверить форму стружки — скорректировать подачу и скорость.
3) Проверить расход и давление СОЖ.
4) Проверить режущую кромку. Повреждение/выкрашивание кромки, при котором стружколоматель не работает, может приводить к образованию длинной стружки.
5) Проверить, не изменилась ли обрабатываемость из-за новой партии заготовок — при необходимости скорректировать режимы.
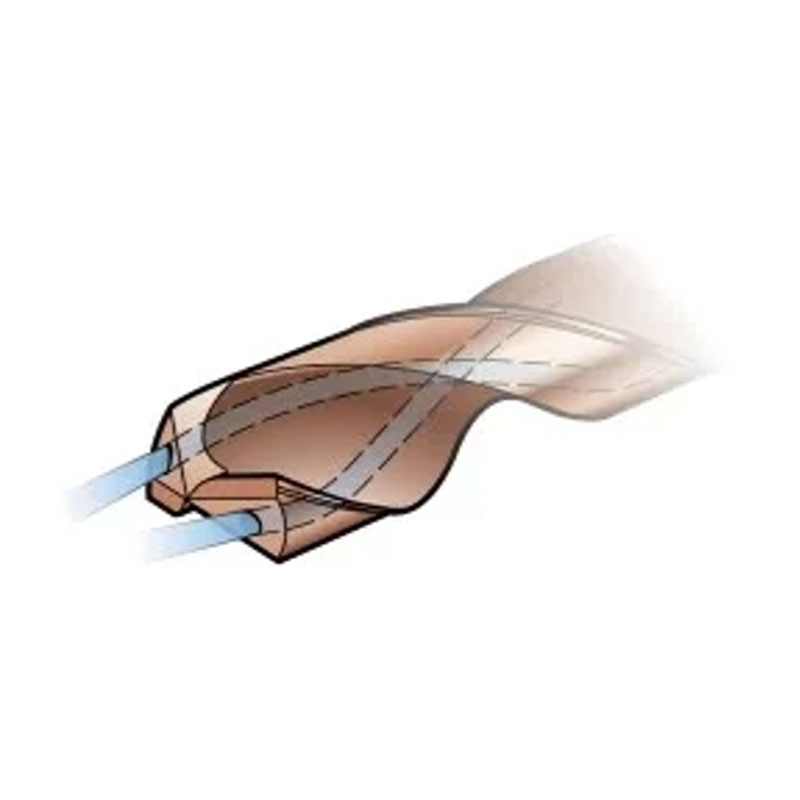
(1) Стружка при сверлении со сменными пластинами
Стружка, образуемая центральной пластиной, имеет характерную коническую форму и легко идентифицируется. Стружка от периферийной пластины напоминает стружку при точении.
")
(2) Стружка цельного твёрдосплавного сверла
От режущей кромки от центра к периферии может образовываться одна стружка. Следует учитывать, что начальная стружка при врезании всегда длинная, но это не вызывает проблем.
")
(3) Стружка сверла со сменной головкой
")
III. Контроль подачи и скорости резания
")
(1) Влияние скорости резания Vc (м/мин)
Помимо твёрдости материала, скорость резания является основным фактором, влияющим на стойкость инструмента и потребляемую мощность.
1) Скорость резания — наиболее важный фактор, определяющий стойкость инструмента.
2) Влияет на мощность Pc (кВт) и крутящий момент Mc (Н·м).
3) Повышенная скорость резания ведёт к росту температуры и увеличению износа по задней поверхности, особенно на периферийной вершине.
4) Для некоторых мягких длинностружечных материалов (например, низкоуглеродистых сталей) повышенная скорость резания способствует улучшению стружкообразования.
Слишком высокая скорость резания:
a.Ускоренный износ по задней поверхности.
b.Пластическая деформация.
c.Снижение качества отверстия и выход диаметра за допуск.
Слишком низкая скорость резания:
a.Образование нароста на режущей кромке.
b.Плохое стружкоотведение.
c.Увеличение времени обработки.
(2) Влияние подачи fn (мм/об)
1) Влияет на стружкообразование, качество поверхности и качество отверстия.
2) Влияет на мощность Pc (кВт) и крутящий момент Mc (Н·м).
3) Высокая подача увеличивает осевое усилие Ff (Н), что следует учитывать при нестабильных условиях обработки.
4) Влияет на механические и термические напряжения.
Высокая подача:
a.Более жёсткое дробление стружки.
b.Сокращение времени обработки.
c.Меньший износ инструмента, но повышенный риск выкрашивания режущей кромки.
d.Снижение качества отверстия.
Низкая подача:
a.Более длинная и тонкая стружка.
b.Повышение качества обработки.
c.Ускоренный износ инструмента.
d.Увеличение времени обработки.
e.Для тонкостенных и нежёстких деталей следует применять пониженную подачу.
")
IV. Рекомендации по получению высококачественного отверстия
(1) Стружкоотвод
Обеспечить требуемый уровень стружкоотвода. Закупорка стружкой влияет на качество отверстия, надёжность и стойкость инструмента. Геометрия канавок сверла/пластины и режимы резания имеют решающее значение.
(2) Стабильность и крепление инструмента
Использовать максимально короткое сверло. Применять прецизионные жёсткие оправки с минимальным биением. Убедиться в исправном состоянии шпинделя станка и его точном выравнивании. Обеспечить надёжное и стабильное крепление заготовки. Для нерегулярных поверхностей, наклонных плоскостей и перекрещивающихся отверстий применять корректные режимы подачи.
(3) Стойкость инструмента
Контролировать износ пластин, настроить программу управления стойкостью. Наиболее эффективный метод — мониторинг усилия подачи.
(4) Техническое обслуживание
Регулярно заменять винты крепления пластин. Очищать посадочное гнездо перед установкой новой пластины, использовать динамометрический ключ. Не допускать превышения максимального износа перед переточкой цельного твёрдосплавного сверла.
V. Рекомендации по сверлению различных материалов
(1) Сверление низкоуглеродистых сталей
Для низкоуглеродистых сталей, часто используемых в сварных конструкциях, стружкообразование может быть сложной задачей. Чем ниже твёрдость, содержание углерода и серы в стали, тем длиннее образуемая стружка.
1)При проблемах со стружкообразованием: увеличить скорость резания Vc и снизить подачу fn (примечание: при обработке обычной стали подачу следует увеличивать).
2)Применять внутреннюю подачу и высокое давление СОЖ.
(2) Сверление аустенитных и двухфазных нержавеющих сталей
Аустенитные, двухфазные и супердуплексные материалы могут создавать проблемы со стружкообразованием и стружкоотводом.
1)Правильный выбор канавки имеет решающее значение, поскольку она обеспечивает правильное формирование стружки и её отвод. Как правило, предпочтительны острые режущие кромки. При проблемах со стружкообразованием увеличение подачи fn способствует лучшему дроблению стружки.
2)Внутренний подвод СОЖ, высокое давление.
(3) Сверление чугуна с вермикулярным графитом (CGI)
Чугун с вермикулярным графитом обычно не требует особых мер предосторожности. Стружка более крупная, чем у серого чугуна, но легко ломается. Усилия резания выше, что сказывается на стойкости инструмента. Требуется материал с высокой износостойкостью. Наблюдается типичный для всех чугунов износ по вершине.
1)При проблемах со стружкообразованием: увеличить скорость резания Vc и снизить подачу fn.
2)Внутренний подвод СОЖ.
(4) Сверление алюминиевых сплавов
Проблемы могут возникать с заусенцеобразованием и стружкоотводом. Возможно также сокращение стойкости инструмента из-за налипания материала.
1)Для обеспечения оптимального стружкообразования использовать низкую подачу и высокую скорость резания.
2)Для увеличения стойкости инструмента может потребоваться тестирование различных покрытий для минимизации налипания: возможно применение алмазного покрытия или, наоборот, работа без покрытия (в зависимости от основы).
3)Использовать высокодавленную эмульсию или туманообразную СОЖ.
(5) Сверление титановых и жаропрочных сплавов
Упрочнение поверхности отверстия может негативно влиять на последующие операции. Трудно обеспечить хорошее стружкоотведение.
1)Для обработки титановых сплавов предпочтительна геометрия с острой режущей кромкой. При обработке никелевых сплавов важна прочная геометрия. При проблемах с наклёпом — увеличить подачу.
2)Применение высокодавленной СОЖ (до 70 бар) повышает эффективность обработки.
(6) Сверление закалённых сталей
Обеспечение приемлемой стойкости инструмента.
1)Снизить скорость резания для уменьшения тепловыделения. Отрегулировать подачу для получения приемлемой и легко удаляемой стружки.
2)Применять эмульсию с высокой концентрацией.